?
|
|
| 一、概述
本控制器具有主动控制切刀电机的运行功能,适合一些物料如纸、皮革等需要定长切割,由切刀来回在物料上划过而将物料切断的场合下使用。本控制与DKIM属同系列,同样是汉字液晶显示,支持细分运行,优化的S型升降曲线可使整机运行速度更快更稳,操作简便,保护功能齐全。
|
|

|
|
|
| 二、功能
系统工作有连续、单次、拖料三种主要功能可选。
1、 连续
指系统自动按先拖料到定长后停下来,等待切刀电机至左向右(或相反)切断物料后再继续拖料,直到次数到或按停止键方停止运行。
2、 单次
每按一次单次键则送料一次,再切刀运行一次便暂停,等下次按单次键。在单次状态下,若将物料取走,将会自动下次运行。
3、 拖料
该状态是连续拖料直至再按拖料键或急停键或停止键才会停止。
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 三、控制器技术指标
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 主要技术指标:
1、控制轴数 1. 5轴
2、定长范围 0~2999.9mm
3、最大计数(总数) 999999个
4、每批计数(计数) 9999个
5、曲线 5条
6、速度范围 50~2599 mm/s
7、最大细分数 20
8、切刀运行时间限定 0.1~9.9s
|
|
|
|
|
|
|
|
|
|
|
|
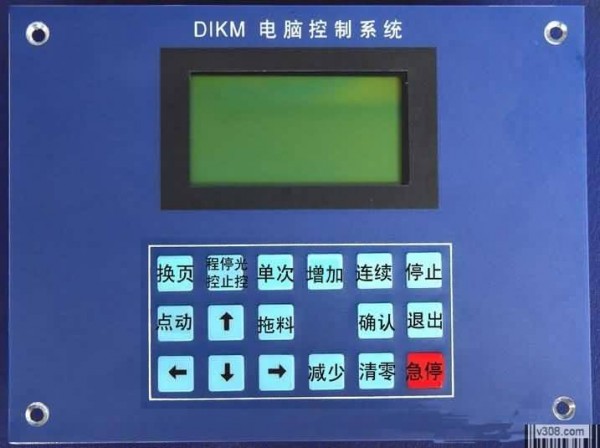
| 四、控制器的显示及按键
|
|
|
|
|
|

图(1)
|
|
|
|
| 显示屏是64×128液晶点阵,分四排文字或数字显示,按键共17键,基本上是一键一功能,有效时有讯响提示(短促嘀一声)。
控制器上电后,显示厂名及电话号码,同时走刀回零,若切刀不在原位(左或右微动开关上),则默认向左运动,到位后回零过程结束,4秒后或在这期间按任一键便显示上次断电前的内容,即如图(2)
|
|
|
|
|
|
图(2)
|
|
|
|
|
| 图(2)显示的内容说明:
五、控制器操作说明
a、 系统参数
系统能正常工作必须设置正确系统参数。
在切纸停状态下,同时按确认与退出两键可进入设置状态,如图(4)
图(4)
|
|
|
|
|
|
| 六、控制器系统工作示意图
|
|
|
|
|
|
|
|
|
|

本控制器根据进纸传感器、出纸传感器、左右端位置开关来控制步进电机及切刀电机的正反转。切刀电机为一直流电机,由控制器驱动两只继电器完成正转、反转或停止,电路见上述示意图。
|
|
|
|
七、控制器的出错氨ň?/strong>
| 上电报警 | 由示意图可知当向左运行时左端开关须起作用,反之亦然,所以切刀电机的开始转向很重要,所以设计了上电前让切刀离开左右端开关的中间位置。上电后,切刀归零,若能遇到左端开关则回零成功,电机接正确,若遇右端则是错误2,讯响报警,用急停键可以停止讯响,断电后将电机的两根线对调后就可以了。
走刀报警 一旦切刀运行时不能在归零时间(即延时时间)内从一端运行到另一端,则切刀电机错误1,讯响报警,这种情况发生在延时时间设置太短或电机及位置开关出故障情况下,讯响后可以按除急停以外的其它键停止讯响,排除故障后,再按停止键或点动键让切刀回到端点再进行其它工作。讯响报警后,若不按键停止,则将延续90秒才停止 | | 纸结束报警 | 在开机后或单次连续运行时一旦进纸传感器测到无纸,则出现纸结束显示,讯响报警,同时停机。此时需重新装纸后,再按单次或连续键才能继续运行。 | 八、控制器的接线
控制器的接线柱是如下安排的:如图
|
|
|
|
|
|
| 其中
1、进纸A 进纸传感器信号,若是开关信号,另一端连9脚12V地,开关为常开状态。若是纸传感器应该是NPN型集电结开路输出,传感器电源接4脚12V,
2、左端C 一般为微动开关用常开,另一端连9脚。
3、右端D 一般为微动开关用常开,另一端连9脚。
4、+12V 12V电源供电≤200mA,
5、出纸B 出纸开关常闭态,有纸时呈开态高电平,其余同进纸A。
6、备用
7、停止 外接按钮另一端连12V地9脚等于面板停止键。
8、连续 外接按钮另一端连9脚12V地等于面板连续键
9、12V地 12V地电源端,外接信号与其短接才有效,传感器的负端也要接在此处。
10、备用
11、继电器1输出 带一只12V继电器的线圈,线圈另一端接+12V(4脚)
12、继电器0输出 带一只12V继电器的线圈,线圈另一端接+12V(4脚)
13、14、备用
15、DIR 步进电机方向信号,接驱动器DIR
16、OPTO 为+5V输出,接驱动器公共阳端OPTO
17、CP 为脉冲输出,接驱动器CP
18、FREE 为脱机信号,连驱动器的FREE
19、备用
20、5V地 为5V电源负极。
九、控制器连接示意图
|
|
|
|
|
|
|
|
|

出纸传感器要求有纸为高电平,无纸为低电平(有效)
注意:切刀电机的电源为直流电需另加,控制器的电源变压器为本厂所配。
|
|
|
|
|
|
|
|
|
|
| 十、安装尺寸 (单位mm)
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
| 注:本说明书中有灰底纹的字样表示在屏幕上显示的字样,有灰底纹并且有边框的字样表示控制器上的按键。
注意事项:为使本控制系统工作更可靠,安装时应避免强干扰
1、 远离接触器、功率继电器、变频器、大功率电阻等强干扰源。
2、 控制器的继电器输出,一般接小功率电器。如变频器的控制端等,若要控制大功率电器(如直接带电机)请改用固态继电器。
3、 接到驱动器的控制线尽量短一些并加屏蔽线,屏蔽接外壳。
4、 传感器引线用屏蔽线,并尽量短些。
5、 走线时应将强弱电分开,绝不能捆在一起。
6、 选用耐干扰的驱动器即输入频率低的一种。
|
北京欧特利机电设备有限公司专业提供微小型齿轮减速变速马达、交流直流减速调速电机、减速马达、齿轮减速电机、可逆同步电机、伺服步进电机、永磁直流电机、离合制动电机、微型电机、力矩电机、二极电机、震动马达系列及自动化传动系统。批零兼营并承接非标订做!
北京欧特利机电设备有限公司
北京欧特机电有限公司











购买咨询(已有0条咨询)